

Update revisie stoomloc 52 532
52-update-33
Nee, de foto bovenaan deze blog is niet recent. Hij is gemaakt bij de aankomst van de 52 532 in Simpelveld, inmiddels alweer twee jaar geleden. Sinds die tijd is er door de medewerkers van de Zuid-Limburgse Stoomtrein Maatschappij ontzettend veel werk verzet. Ook de afgelopen maanden is er weer veel gebeurd in de werkplaats. Hoogste tijd om jullie bij te praten:
In de vorige blogs hebben we al uitgebreid verteld over het uitlijnen van de machine. Aan deze mega-klus werd de afgelopen weken de laatste hand gelegd. Nadat de scheenplaten zo bewerkt waren dat ze pasten, werden ze nogmaals gecontroleerd voordat ze structureel verlijmd werden. Na deze verlijming werd de uiteindelijke grote meting van het frame gedaan, door twee onafhankelijke personen. De uitkomsten van deze meting zijn vergeleken met eerdere resultaten op afwijkingen. Deze meting is bepalend voor het berekenen en uiteindelijk de bewerking van de aslagers en scheensponningen. Voordat we deze onderdelen kunnen bewerken moet eerst nog een meting op de assen worden gedaan.

Verder hoort bij het uitlijnen ook nog een meting aan de mechaniekdelen. Voor de meting van de lummelbout en de drukstangen van het Krauss-Helmholtz-gestell hebben we het zogenaamde “Rahmen-mitte-snoer”gespannen, een snoer midden onder het frame in de langsrichting. Hiermee konden de betreffende metingen gedaan worden.
Ook de gefreesde lijbanen zijn weer op hun oude plek gemonteerd en gecorrigeerd in horizontale en verticale maatafwijkingen ten opzichte van de cilinder-hart-lijn. Bij het afstellen van de lijbaan in horizontale richting hebben we een concessie moeten doen in verband met de enorme vertraging die we opgelopen hebben met de scheenplaten. Het handboek DV946 van de DB schrijft voor de lijbanen een methode voor die enorm omslachtig en tijdrovend is. RAW Meiningen had bij de laatste grote revisie van 52 8160 (het nummer waaronder onze 532 in Oost-Duitsland gereden heeft) ook al excentrische pennen gebruikt om de lijbaan in horizontale richting te kunnen verplaatsen. Met deze methode hebben we de lijbanen weer horizontaal uitgericht. De methode is omstreden maar voor de diensten die onze 52er gaat doen op onze museumlijn moet het voldoende zijn.

De firma EWK uit Krefeld heeft ten slotte nog metingen uitgevoerd voor de revisie aan de schaarbogen en haar lagering.

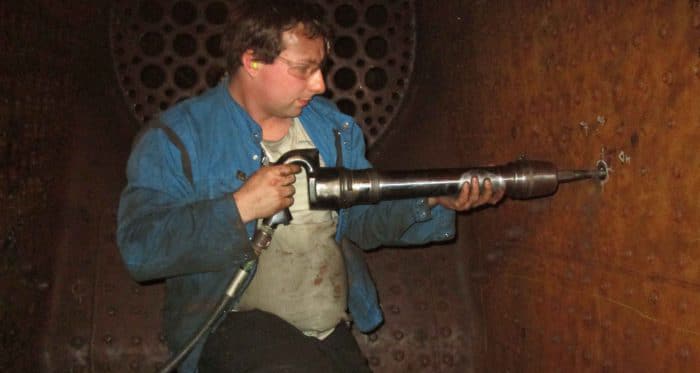
Alle controleboringen van de steunbouten zijn schoongeboord. Verdachte steunbouten hebben we in kaart gebracht en daarna uit de ketel gesneden. Het uitdrijven van de vaste steunbouten werd met behulp van de Rivet Buster (pneumatische hamer) gedaan.


Alle remblokhouders zijn inmiddels voorzien van nieuwe bussen. Van de remhangers van de eerste en vijfde as is het zijdelings-bewegend stuk gereviseerd. Bij enkele rembalken hebben we de bussen eraf moeten snijden. Van deze exemplaren zijn de bussen en tappen weer mooi zuiver rond gemaakt. Het afdraaien van deze tappen was nogal een behoorlijke uitdaging. In eerste instantie hebben we dit geprobeerd op de grote draaibank, die na veel kunst- en vliegwerk deze rembalken net ingespannen kreeg. Het volgende probleem wat we hadden was dat het centergat niet correspondeerde met de tap. Na veel wikken en wegen kwamen we tot de conclusie dat we het misschien konden bewerken op de grote freesbank. Voor dit doel werd de freeskop 90º verdraaid en met behulp van de kotterkop hebben we de tappen van de rembalken afgedraaid. Nu kunnen de laatste bussen gemaakt worden voor in de remhangers.
Nadat de schotplaten in de waterbak van de tender waren verwijderd zijn alle laskanten van de verstevigingsruggen en schetsplaten schoongeslepen. De waterbak is inwendig helemaal schoongerammeld. De bodem is aan de voorzijde weer op dikte gelast. De potten waar de tenderwel in zit hebben we opnieuw samengesteld en gelast. Daarna zijn deze potten in de waterbak gemonteerd. Ook het plaatsen en laswerk van de verstevigingruggen aan de voorzijde was nog een flinke klus. Nu dit klaar is kan het vooste schot geplaatst worden samen met al haar schetsplaten. Daarna zal de kolenbak en de voorzijde uit de tender worden gesneden.


