

Update revisie stoomloc 52 532
52-Update-4

Afgelopen weekend hebben vele bezoekers van de Stoomtreindagen in onze werkplaats van dichtbij het revisieproject 52 532 kunnen aanschouwen. We waarderen de vele positieve reacties die we, ook op onze blogs, mogen ontvangen. Het geeft ons extra moed om op volle kracht verder te werken aan de 532. We zijn heel voorzichtig in de opbouwfase aanbeland. Onze Chef Werkplaats vertelt wat er in de afgelopen twee maanden aan werk is verzet:
Aan de ketel hebben we de binnenstoompijp gedemonteerd. De conus hiervan, die aansluit tegen de oververhitter-verzamelkast, was te veel weggeteerd. Toen deze binnenstoompijp was verwijderd hebben we ook de draadeinden in de voorpijpenplaat eruit gesneden.
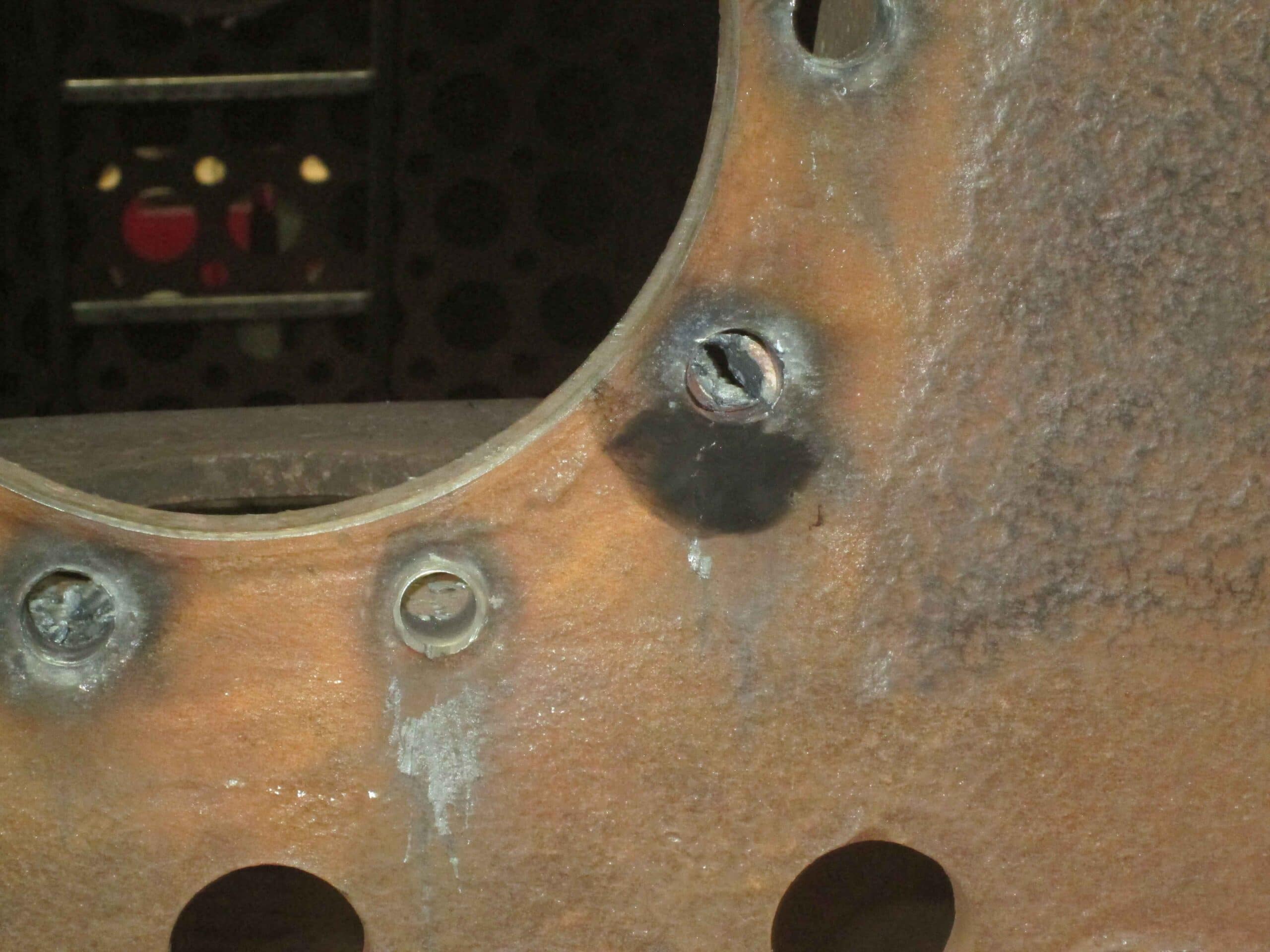
Als eerste werden de draadeinden ingeboord met behulp van de magneetboormachine, daarna werd de schroefdraadhuls eruit gesneden.

Dit was geen gemakkelijke klus maar het is toch weer gelukt om de draadhulzen er uit te snijden zonder de oude schroefdraad in de pijpenplaat te beschadigen. Voor het verwijderen van de schroefdraadhulzen heb ik een aantal, speciaal naar mijn wens geslepen en gevormde, beitels gemaakt. De draadgaten zijn schoongesneden en nieuwe draadeinden kunnen nu vervaardigd worden.

De nieuwe beweegbare steunbouten zijn op lengte gemaakt en geplaatst in de ketel.
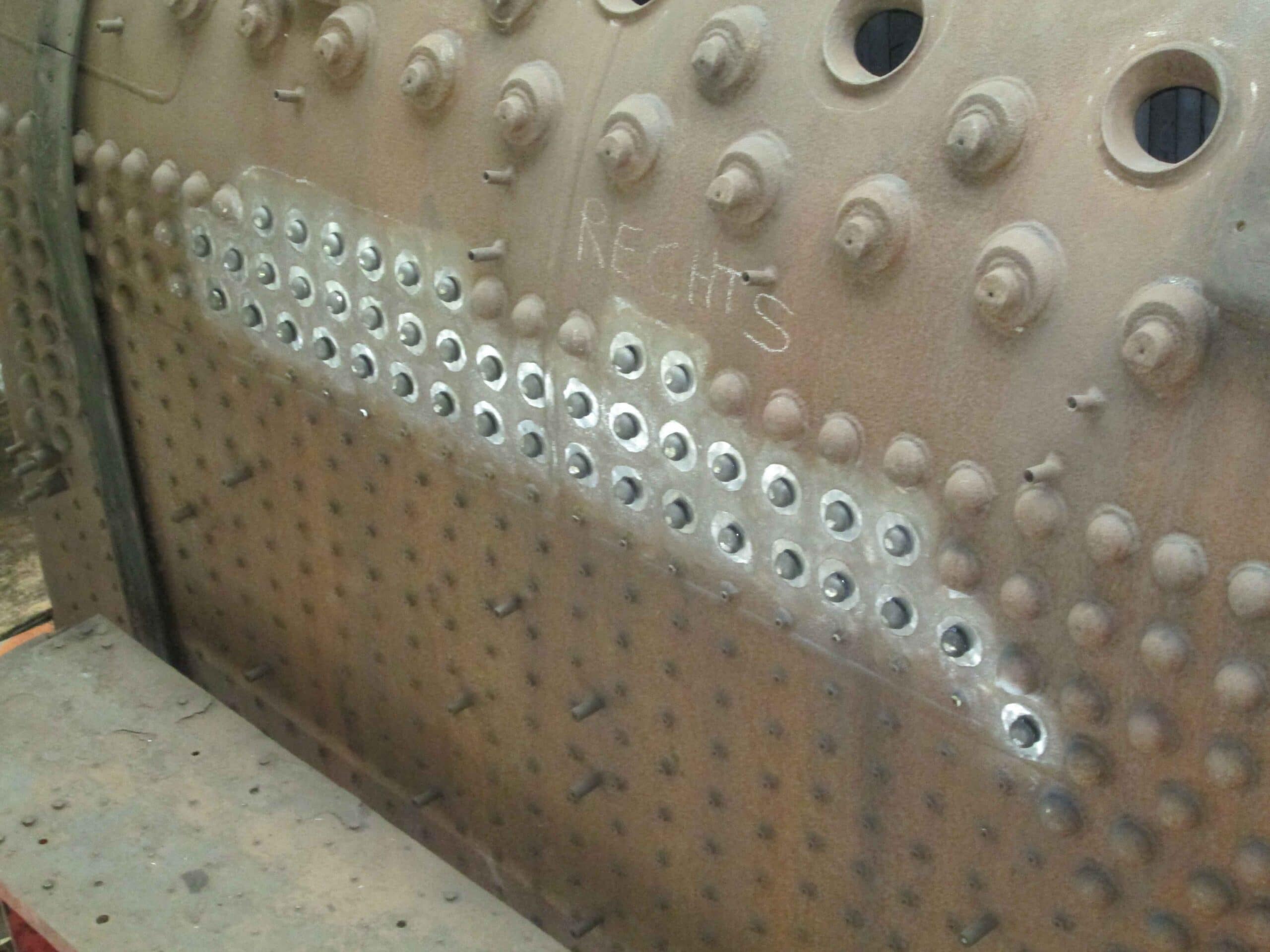
De binnenstoompijp met haar conissen is op tekening gezet en zal extern worden gemaakt. Momenteel worden van alle steunbouten en hemelankers de controleboringen schoongeboord. Steunbouten en hemelankers die twijfelachtig zijn worden dan nog verwijderd. Verder zijn de hemelankers klaar gemaakt voor montage in de ketel.

In de rookkast zijn de laskanten geslepen. Dit is ook gebeurd bij de plaat die uit de rookkast is gesneden om de OV-verzamelkast te kunnen demonteren.
De plaat tussen de cilinders en ter hoogte van de lummelbout is er weer in gelast. Dolf heeft hiervoor in de meest lastige posities moeten liggen.

Hierna was het de bedoeling om te beginnen met alle metingen die bij het uitlijnen van de machine horen. De hulpstukken voor het uitlijnen werden daarvoor aan het frame geplaatst.

Maar helaas…. In het vorige blog heb ik al geschreven dat de vaste scheenplaten te grote afwijken hadden. Vroeger in de grote AW’s (AusbesserungsWerk) hadden ze een mobiele freesmachine die parallel aan het frame liep, waar eenvoudig de scheenplaten konden worden bewerkt. In onze museumwereld kunnen we veel, maar deze methode van een mobiele freesmachine die langs beide zijkanten van het frame rijdt en dan nog parallel, dat kon ik niet voor elkaar krijgen. Met de vaste schenen moest echter wel wat gebeuren. Er bleef eigenlijk nog maar één mogelijkheid over. Lang heb ik er over nagedacht om het handmatig te slijpen, maar de groeven en schuinstelling was zo veel dat het niet om 1/10 mm. ging maar dichter bij de 1 mm. kwam. Tijdens mijn vakantie heb ik hier nogmaals lang over nagedacht. Uiteindelijk heb ik het besluit genomen om de vaste scheen helemaal van de scheenplaat te verwijderen. Tijdens het snijden gingen mijn gedachten verder, eigenlijk wil je dit niet maar er was ook niet een andere eenvoudigere oplossing.

Nadat de scheenplaten waren verwijderd werd de machine nogmaals gecontroleerd of ze waterpas stond voor het uitlijnen. Het uitlijnen gebeurt in twee fases. De eerste fase wordt om alle gegevens te verzamelen voor het bewerken van de nieuwe vaste schenen. Dit is een meting in twee asrichtingen (X en Y as) en daarnaast nog de schuinstelling in drie assen (X,Y en Z as) ten opzichte van de loodlijnen. Het meten is één ding, maar de vertaling van de meting op papier naar de freesbank is een tweede uitdaging.

Voor het bepalen van de breedtematen van de vaste scheensponningen en het zuiver pas en parallel slijpen van deze hebben we 3 passtukken vervaardigd. Met behulp van voelermaatband werden de scheensponning zo nauwkeurig mogelijk pas geslepen. De nieuwe vaste scheenplaten werden besteld en na binnenkomst vlak en parallel gefreesd, en de groef die om de scheensponning geleidingplaat komt werd voorgefreesd.

Het was een genot om dit met de grote freesbank te doen. Met een mantelkopfrees met wisselplaten werd met een snij-snelheid van 150 tot 275 meter per minuut de schenen bewerkt. De voorzijde van de vaste scheen werd met zo’n hoge snijsnelheid bewerkt dat het eindresultaat eruit zag of ze geslepen waren.

De nieuwe vaste schenen worden niet meer gelast maar zoals het op de originele tekeningen staat vastgeschroefd op de geleidingsplaat van de scheensponninig. De reden waarom we dit doen is omdat de materiaalsoort waaruit de scheensponning is gemaakt van een dusdanig onzuivere gietstaalsoort is, dat het onherroepelijk tot scheuren van het moedermateriaal lijdt bij laswerkzaamheden. In de DDR-tijd werd wel gelast met alle gevolgen van dien. We troffen lasnaden aan die totaal uitgebroken waren, of scheenplaten die aan de zijkant totaal waren in gescheurd en zelfs vaste scheenplaten die in twee stukken waren gebroken. Op diverse plaatsen zagen we scheuren in de scheensponningplaat door de slechte materiaaltoestand. Bij het verwijderen van de oude vaste scheenplaten ontdekte we de oude schroefdraadgaten. Nadat de hulpstukken voor het uitlijnen klaar waren, werd verder gegaan met het reviseren van het remwerk. Van de zijdelings beweegbare remhangers wordt momenteel het zijdelings beweegbare mechanisme gereviseerd. Van de remwerkbalken werden de slechtste bussen van de tappen verwijderd en daarna werd de tap weer zuiver rond gedraaid zodat nu een nieuwe krimpbus geplaatst kan worden.

Ook deze maand zijn weer vele onderdelen van het remwerk ontroest, in de primer gezet en uiteindelijk afgelakt. Nadat de remwerk onderdelen klaar waren is, zijn we begonnen met het rammelwerk aan de koppelassen.
De nieuwe set oververhitters voor de 532 werd deze maand afgeleverd door de firma EWK uit Krefeld. Inmiddels echter, zijn de oververhitters alweer verhuisd naar onze Stoomtrein-collega’s in Beekbergen waar ze in een Reko-machine worden ingebouwd. De Veluwsche Stoomtrein Maatschappij had twee sets 50E-oververhitters besteld bij EWK, maar door complicaties konden deze niet op tijd geleverd worden. Daarom werd aan ZLSM de vraag gesteld of ze onze set niet mochten gebruiken. Wij waren toch nog niet zo ver met onze machine dat deze ingebouwd kunnen worden. Naderhand krijgen we een set oververhitters van de VSM terug. Kortom, een vriendendienst voor een collega-museumorganisatie die even met de handen in het haar zat.


Frank
Beste ZLSM,
De uitleg van het werk ziet er weer netjes verzorgd uit. Ook het werk gaat blijkbaar gestaag door, vind het zelfs mooi om te horen/lezen dat de locomotief bijna in mekaar gezet kan worden. Veel succes ermee, en jullie weten wat ze zeggen: de laatste lootjes wegen het zwaarst.