

Update revisie stoomloc 52 532
52-Update-18

Tekst en foto’s: Roderick Toxopeus
Momenteel zijn onze techneuten volop bezig aan misschien wel het moeilijkste gedeelte van de revisie van de 52 532: het uitlijnen. Onze Chef Werkplaats Roderick praat jullie bij:

Zoals we in de vorige blog al hebben aangekondigd, hebben we de afgelopen maand de metingen voor het uitlijnen van de 52 532 uitgevoerd. Ze zijn in twee fases gedaan. Als eerste werden de metingen verricht om de positie van de nieuwe vaste scheenplaten te bepalen. Dit is zeer complex. Niet alleen de scheenplaten worden gemeten maar ook het mechaniek. Met de secuurheid van deze metingen valt of staat later de loopeigenschappen van de gereviseerde machine. Een onnauwkeurige meting lijdt tot overmatige slijtage, scherplopen van wielflenzen en warmlopen van het mechaniek. Het uitlijnen kan op drie manieren worden uitgevoerd: een optische meting, meting met loodlijnen of een meting met linialen.
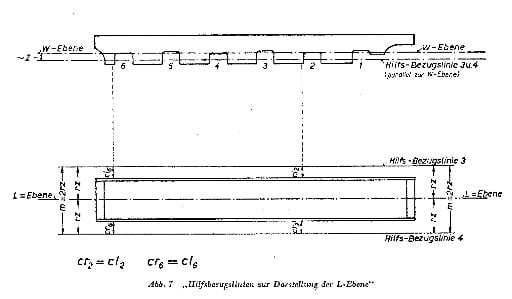
Bij ZLSM maken we gebruik van een combinatie van loodlijnen en linialen. Het doel van deze uitlijning is om alle assen parallel achter elkaar te krijgen, rekening houdend met de hoekafwijking van de cilinders en de vervorming van het frame na 75 dienstjaren. Als eerste wordt het frame volgens de driepuntmeting waterpas gezet. Hierbij moet erop gelet worden dat het frame niet doorzakt. Een raamwerk wordt exact parallel geplaatst over de totale lengte van de voorste tot de achterste koppel as. De afstand van dit raamwerk tot het frame is aan de voor en achterzijde en aan de linker en rechterzijde gelijk. Daarna kan gemeten worden in hoeverre het frame zijdelings afwijkt (maat ARW). Nu wordt met een T-haak de drijfasmiddellijn bepaald, bij Duitse machines kan dit gemeten worden vanuit de [G] punten.
Als de T-haak vanaf de linkerzijde geplaatst is, wordt de afwijking tussen het [G] punt links en rechts vergeleken. Hier controleert men de verschuiving van de linker en rechter frameplaat [OW]. Als hier een afwijking in zit dan wordt de T-haak zó verschoven dat deze afwijking voor het linker- en rechterframe gelijk is. Dan wordt de lengte gemeten vanaf de voorzijde van de cilinder tot de drijfas-middellijn. Deze meting is van belang voor de berekening van de lengte van de drijfstang. In de cilinders is een loodlijn geplaatst en vanuit deze loodlijn wordt de afwijking van de cilinders [AZ] ten opzichte van de linialen gemeten. Als de maten [ARW] en [AZ] binnen de toleranties vallen dan kan verder gegaan worden met de vervolgmetingen. Nu worden op speermaatafstand vanaf de drijfasmiddellijn dwarslinialen geplaatst. Hiermee kunnen alle maten gemeten worden van de vaste schenen en de stellkeilen die later weer van belang zijn voor het bewerken van de aspotten. Verder worden nog vele metingen gedaan aan het mechaniek, lijbaanen, de positie van de lagering van schaarboog, lengtebepaling excentriekstang en lagering van de wentelas.
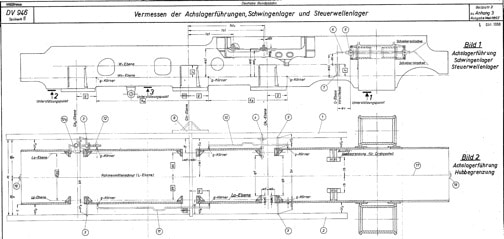
De 52 532 is niet de eerste stoomlocomotief die ik uitlijn, maar wel een locomotief die me behoorlijke kopzorgen bezorgt, omdat de gegevens uit DV946 en de meetvoorwaarden totaal niet kloppen. Als eerste werden de langsrijen op maat ‘X’ vanaf de frame platen parallel geplaatst. DV946 (Deutsche Bahn-norm voor revisie stoomlocomotieven) schrijft voor maat ‘X’ gemeten vanaf de stellkeilzijde voor de eerste en laatste koppelas. Alleen ik merkte dat er alleen al een behoorlijke afwijking in zat als ik de maten nam van vaste scheenplaats tot stellkeilzijde voor de voorste as. Ook was de frameplaat hier niet volledig zuiver. Daarom werd de lijn uitgericht van vaste scheenzijde van de voorste as tot stellkeilzijde achterste as. Omdat deze meting me toch niet lekker zat wilde ik eerst weten wat de hoekafwijking was van de linker cilinder voordat de rechter liniaal werd uitgericht. Zodoende werd de T-haak in de drijfas-scheensponning geplaatst. De drijfas is gemarkeerd met [G] punten alleen de afstand van [G] tot drijfas middellijn klopte niet met zoals die staan in DV946 van de DB.

Een andere methode wanneer er geen [G] punten aanwezig zijn is om vanaf de frameplaat uitsnede aan de voorzijde je hart maat te bepalen van de drijfas [WA= 235]. De T-haak stond op positie en van hieruit werden de linialen voor de 1e en 2e koppelas in positie gebracht. Bij elke meting probeer ik een controlemeting uit te voeren. Hiervoor werden de laatste metingen van RAW Meiningen vergeleken. Nu bleek dat de hartafstand tot de vaste scheenplaat niet klopte. We hadden een afwijking van 5 mm. Tijdens het bestuderen van de papieren viel het kwartje: op het papier stond geschreven [G] = 500. Het [G] punt werd nagemeten en warempel de T-haak stond ingesteld op 505. Hieruit blijkt dat Meiningen de assen 5 mm meer naar achteren heeft verplaatst dan dat origineel op tekening staat. Nu werd de hoekafwijking ten opzichte van de linker cilinder gemeten, deze afwijking was nog binnen de norm. Aan de rechterzijde hebben we de langsliniaal afgesteld. Nu werd met speermaten de parallelliteit gecontroleerd van beide linialen. Bij de eerste meting vanuit de eerste scheensponning verbaasde het me dat de afstand 3 mm groter was dan waaruit ik van uitgegaan ben op basis van de originele tekening. Mijn verbazing werd nog groter, want ik mat een afwijking tussen de afstand van de linialen van de voorste en achterste as van wel 3 mm. De afwijking was zo groot dat dit geen instellingfout van de linialen kon zijn. Wat bleek: de eerste maatafwijking van 3 mm komt doordat de frameplaten dikker zijn (31 mm rechts en 32 mm links, tekening maat is 30 mm). Verder bleek dat de frameplaten niet parallel lopen en een afwijking hebben van voor tot achter van ongeveer 3 mm. Dit werd gemeten aan de binnen zijde. Nu laat DV946 me alleen, in alle boekwerken die ik heb gaat men ervan uit dat het frame parallel loopt. Hoe nu verder? Het parallelle raamwerk wat uit de langslinialen bestaat moet nu zo ingesteld worden dat de cilinderhoekafwijking voor links en rechts binnen de norm valt. Tevens moeten van uit dit raamwerk ook de lummelbout en tenderkoppeling gecontroleerd worden. Op schrift is dit eenvoudig gesteld maar in de praktijk gaan hier vele uren aan afstelwerk in zitten.

Nadat de langslinialen zo waren ingesteld dat ze parallel liepen en dat de hoekafwijking van de cilinderhartlijnen binnen de norm vielen werden de gegevens verzameld voor het aanmaken van de nieuwe vaste scheenplaten. Origineel waren deze scheenplaten bevestigd met pasbouten. In de oude scheensponningen werden op enkele plaatsen deze schroefdraadgaten teruggevonden. Als eerste zijn van de tweede koppelas de scheenplaten gemonteerd en geboord. Dit boren in keihard gietstaal was nog een behoorlijke uitdaging. Het eerste gat koste me bijna een hele dag omdat de boren niet wilden snijden of te veel hapten. Het grootste probleem was om de eerste boor van 6 mm erin geboord te krijgen. Het boren moet gebeuren met een handboormachine omdat er geen plek is om een magneetboor te plaatsen. Nadat de boren onder de gewenste hoek en vrijloophoek waren geslepen ging het enigszins. Alleen de eerste boorgang was een ramp. Na contact te hebben opgenomen met de firma Van Ommen werden boren afgeleverd die het beduidend beter deden. Een week zwoegen later zaten de scheenplaten van de tweede koppelas erop. De eerste koppelas volgde. Op de scheensponningen waren geen markeringen herkenbaar van schroefdraadgaten. Het eerste gat werd geboord en het viel me op dat het materiaal harder was dan de vorige schenen. Bij de tweede boor ging het mis deze boor hapte en ik begreep niet waarom. Nadat de boor meerde keren was vast gelopen werd het gat gecontroleerd. De oorzaak was gevonden: ik zat half in de oude schroefdraad. Grrrrr. Deze scheenplaat kon naar de schrothoop worden verwezen. Daarna werden alle scheensponningen ultrasoon gecontroleerd. Op basis van deze metingen hebben we de posities van de nieuwe schroefdraadgaten bepaald. Toen hadden we het boorwerk onder controle en gestaag zijn alle overige scheenplaten gemonteerd. Zodra alle nieuwe scheenplaten zijn gemonteerd moet de hele locomotief nogmaals vermeten worden; dit zal volgende maand gaan gebeuren.

Door dit langdurige precisiewerk aan het frame kan er verder weinig aan de locomotief gewerkt worden. Daarom zijn we begonnen aan de tender. Het stoot- en trekwerk is aan de voorzijde gedemonteerd en ook de stoomverwarmingsleiding. Als eerste zal de waterbak inwendig worden opgeknapt, want alle tussenschotten zijn snoefrot. De schotplaten worden op tekening gezet en extern uitgesneden. Na de schotplaten wordt de kolenbak onder handen genomen.

Diverse delen van het remwerk zijn gerammeld en in de primer gezet. Verder zijn ook een aantal assen van de locomotief kaalgerammeld en in de primer gezet.

Eind augustus zijn we op pad geweest om de veren van de lok en Krauss-Helholz-Gestell te laten testen en waar nodig te vernieuwen. De veren zijn afgeleverd bij de verenfirma Rüter in Dortmund. Vervolgens ging het naar de firma EWK waar we een gereviseerde lichtmachine hebben opgehaald en waar het reviseren van andere onderdelen van de 52er werd bekeken.

