De afgelopen twee maanden heeft het werk aan de 52 532 bepaald niet stil gelegen. Om het slijp- en laswerk aan de ketel ter vergemakkelijken hebben we de cabine gedemonteerd. Dit was nog niet zo’n eenvoudige klus. Het nieuwe gedeelte van de werkplaats, waar de 52 staat, was net hoog genoeg om de cabine op te tillen met behulp van de Fuchs-kraan.


Nu de cabine buiten de werkplaats stond konden we goed de conditie bepalen. Aanvankelijk was het plan om slechts enkele slechte platen te vervangen maar er moet toch meer aan gebeuren. We denken erover om de gehele cabine te vervangen, dit kost waarschijnlijk minder tijd dan revisie. De cabine wordt momenteel op tekening gezet. Vervolgens worden alle plaatdelen gebogen, uitgesneden en geboord, waarna we het alleen nog maar als een grote Meccano doos het in elkaar hoeven te zetten. De veranderingen naar Altbau-uitvoering zijn hier uiteraard in verwerkt.

De nieuwe plaatdelen die tussen de cilinders moeten komen, ter hoogte van de lummelbout, zijn geleverd. Tevens is ook de nieuwe ketelstomp waar de ketel klepkasten op worden gemonteerd naar Altbau-voorbeeld binnen. Vier pallets met veren, aspotten en remwerkonderdelen zijn naar de firma Thermo Clean gestuurd voor het chemisch of thermisch reinigen. Een groot plaatdeel is uit de rookkast gesneden zodat de verzamelkast eruit kan voor reparatie en revisie.

In de laatste week van maart hebben we een grote slag vooruit gemaakt. Twee fotolassers, die ervaring hebben met dit soort ketels, hebben vijf dagen gewerkt aan de ketel. De eerste dag werd een stuk uit de langsketel gesneden waar de nieuwe ketelstomp voor de ketelklepkasten van voedingsleidingen moet komen.


De oude ketelstompen van de ketelklepkasten boven op de ketel werden er uit gesneden. Hierna begon een dag met veel slijpwerk om alle plaatsen waar gelast gaat worden voor te berijden voor het magnetisch scheur onderzoek. Hoe werkt dit magnetisch onderzoek? Aan de buitenzijde van de ketel werden alle delen die onderzocht moesten worden ingespoten met witte verf.

Hierna werd op elke plek een elektromagneet gezet en als het te onderzoeken deel gemagnetiseerd werd, werd met een magnetische gekleurde vloeistof het oppervlak ingespoten. Een scheur verstoort het magnetisch veld en wordt zichtbaar. Gelukkig werden er geen scheuren gevonden waarna het laswerk kon beginnen. In de vuurkist werd niet gemagneet, maar met behulp van UV licht en een contrastvloeistof werden de plaatdelen waar gelast moest worden onderzocht.

Gedurende de week werden 15 kleine en 2 grote wasluikzittingen erin gelast. Verder werd nog de nieuwe ketelstomp erin gelast en twee oude ketelstompen weer dichtgemaakt.


Ook het materiaal voor de hemelankers is binnengekomen. Dit materiaal moet op lengte worden gezaagd en aan de uiteinden worden ingeboord. Verder werd door onze Duitse ploeg het KH Gestell verder afgeschilderd en werden de aspotten in de primer en aflak gezet.


Inmiddels hebben we de Kerstritten weer achter de rug en gaat het werk in de werkplaats gestaag door. Naast het werk aan onze E2 1040, die deze winter groot regulier onderhoud krijgt, gaat het werk aan de 52 532 vanzelfsprekend ook verder.
Voor het uitlijnen van het frame worden op dit moment de hulpstukken vervaardigd waar later bij het uitlijnen de langsrijen op bevestigd worden. De verspanende afdeling heeft bijna een dagtaak aan het boren, draad tappen en frezen van deze hulpstukken.
De grotendeels weggerotte plaat (zie blog 6 april 2016) tussen de cilinderblokken is er uitgesneden en een nieuwe plaat is besteld. Het uitsnijden van deze plaat was een lastig gebeuren omdat je er van de binnenzijde nauwelijks bij kunt komen.

Als eerste zijn we van de bovenzijde begonnen. Half voorover hangend in de rookkast werd een gat gesneden dat zo groot was dat we er daarna van de onderzijde in pasten en rondom alle rotte delen konden wegsnijden.
De volgende uitdaging zal zijn om de nieuwe plaat hier weer erin te lassen. Daar zullen we later ongetwijfeld meer over berichten.
Een afgebroken tapeind van de afgewerkte stoompijpen naar de exhaustpijp werd uitgeboord en daarna eruit gesneden. Het was een behoorlijke uitdaging om deze eruit te halen omdat er totaal geen ruimte was om normaal te snijden en te boren.

Alle draadgaten van de verse stoompijpen en afgewerkte stoompijpen zijn nu verwijderd. Ze werden open gesneden en op de CNC- machine werden nieuwe draadeinden vervaardigd.
De schroefdraad in het cilinderblok was een bijzondere maat, volgens de Duitse Locomotief Normen moest dit W30 x 1/10″ Whitworth draad zijn. We hebben een aantal jaar geleden een hoop van deze tappen op de kop kunnen tikken, maar je raadt het al: de 3de draadsnijtap van W30 x 10 TPI zat er niet bij. Via een firma, die naar eigen zeggen alle soorten draadsnijtappen kon leveren, werd de ontbrekende draadsnijtap besteld.

De tapeinden waar het omlooptoestel op het cilinderblok wordt gemonteerd zijn verwijderd en reeds nieuw geplaatst. Doordat de plaat tussen de cilinders was verwijderd kon gelijk ook het inwendige deel het cilinderblok worden gerammeld omdat we nu wel bij deze moeilijk bereikbare plaatsen konden komen.
Naast het gladslijpen van de plaat ter hoogte van de uitgebrande hemelankers en beweegbare steunbouten zijn er nog enkele kromme hemelankers en beweegbare steunbouten uit de ketel verwijderd.

De laskanten van de achterpijpenplaat zijn schoongeslepen. Momenteel worden de plaatsen waar gelast gaat worden blank gemaakt waarna er op deze plaatsen een magnetisch onderzoek kan plaatsvinden.
De lengtes van de uitgesneden hemelankers zijn opgemeten waarna we het materiaal voor het vervaardigen van nieuwe hemelankers konden bestellen. Nadat de Marcotty-vuurdeur was gedemonteerd werd het ketelfront gerammeld waar zich behoorlijke corrosie plekken bevonden.
Aan de onderzijde van de rookkast werd het zgn. “broekstuk” gedemonteerd. Bij de demontage van de afgewerkte stoompijpen was hier een stuk afgebroken van de bevestigingsbouten. Dit zgn. “broekstuk” zal gelast gaan worden waarna, als dat lukt, het weer wordt gemonteerd.

In de rookkast is verder nog de betonnen vloer verwijderd die het had begeven na het wrikken van het “broekstuk” om dit te kunnen demonteren. Het broekstuk vormt de verbinding als T-stuk tussen de afgewerkten stoompijpen en de exhaustpijp.

Inmiddels zijn we ook begonnen met het schoonmaken en schilderen van de wielassen. Nadat met veel moeite de wielen en assen zijn bevrijd van vuil, vet en oude verflagen kon in de eerste week van januari als eerste de drijfas worden geschilderd. Een grote uitdaging waren de wielbanden en astappen. Het was onze grote wens om deze weer blank te maken, maar of dat na zoveel jaar nog zou lukken? Als eerste werd een klein proefstukje met diverse schuurmiddelen zo ver mogelijk blank gemaakt. De finishing touch met een draadborstel op de haakse slijper zorgde uiteindelijk voor het gewenste resultaat. Na anderhalve dag schuren, borstelen en poetsen glommen de wielbanden weer als nieuw. Een laag blanke metaallak zorgt ervoor dat ze dat ook blijven doen.

De eerste laag oranje-rode grondverf leverde veel zorgelijke blikken op: dit wordt toch niet de definitieve kleur?? Geen nood, we laten de grondverf door onze verfleverancier altijd in een kleur mengen die een paar tinten lichter is dan de lak die er uiteindelijk overheen gaat. Op die manier dekt de lak beter, en dat is zeker met rode verf geen overbodige luxe.
Ook het Krauss-Helmholtz gestell is inmiddels voor een groot deel in de definitieve zwarte kleur geschilderd. Gezien de vele hoekjes en randjes een behoorlijke klus, maar het resultaat mag er zijn.

We zijn met z’n allen behoorlijk onder de indruk van wat de schildersploeg voor elkaar heeft gekregen en dat de gekozen kleur rood de juiste is. De werkplaatschef heeft zelfs bij gekheid gezegd dat als dit het begin is van hoe de 52 532 er uiteindelijk uit komt komt te zien, hij straks niet meer met de machine durft te rijden!

Een aantal lastige en tijdrovende onderdelen worden gereviseerd of totaal vernieuwd bij de firma EWK in Krefeld. In januari hebben we de volgende onderdelen afgeleverd: luchtpomp, injecteurs en lichtmachine. Verder worden nog de schaarbogen gereviseerd en een nieuwe set oververhitters voor de 52er vervaardigd.
(Foto boven: de 52 532 precies een jaar geleden)
Tekst en foto’s (tenzij anders vermeldt): Roderick Toxopeus
Wat vliegt de tijd. Vandaag staat stoomlocomotief 52 532 alweer precies een jaar in Simpelveld. Gedurende de eerste maanden van de revisie was de voorgang goed zichtbaar. Het demonteren van de verschillende onderdelen leverde telkens mooie plaatjes op. Op het ogenblik lijkt het alsof er weinig meer gebeurd. Het werk dat nu gedaan wordt is echter vooral het schoonmaken en reviseren van diverse kleine, maar zeer belangrijke, onderdelen van de machine. De techneuten in de werkplaats genieten met volle teugen van dit precisiewerk. Bij deze een update van onze Chef Werkplaats:

Voortgang revisie
Deze twee maanden is naast het onderhoud aan de E2 1040 weer veel werk verzet aan de 52er. Alle losgesneden hemelankers en beweegbare steunbouten zijn er nu uitgeslagen en verwijderd uit de ketel.
Hans is drie dagen in de week bezig met het vlakslijpen van de gaten waar de hemelankers en beweegbare steunbouten uit zijn gesneden. Hierna zijn de laskanten van de verwijderde wasluikzittingen geslepen. Voordat de nieuwe zittingen er in gelast kunnen worden moet eerst nog de laskant van de vlampijpen en vlambuizen aan de achterpijpenplaat worden opgezuiverd. Hierna volgt een NDO (Non Destructief Onderzoek) onderzoek op de te lassen delen op de ketel wand. Vervolgens kunnen de nieuwe hemelankers, beweegbare steunbouten en wasluikzittingen erin gelast worden. Verder is nog het Kraus- Helmholz-Gestell verder gedemonteerd zodat nu ook de voorloopas er onderuit gehaald is kunnen worden. De drijfas is geheel kaal gerammeld, de koppelassen zijn schoon gespoten met een hogedrukreiniger, zodat deze ook gerammeld kunnen worden. Van het frame en cilinder zijn verder nog de achterste schuifkastdeksels, het pendelstuk wat de ondersteuning maakt tussen de schuifstang, voorloophefboom en schaarstang gedemonteerd.

Vernieuwing bewerkingsmachines
De verticale TOS-freesbank was na 15 jaar trouwe dienst afgeschreven. Met veel kunst en vliegwerk wisten we elke keer net een bepaald onderdeel voor de Zweedse machines hier op te frezen. Als het echt niet paste dan stapte we over naar de horizontale TOS freesbank, maar dan moest het werkstuk wel 90º gekanteld kunnen worden. Kortom; de freesmachines die we hadden staan waren gewoon net een slag te klein en met de komst van de 52er, waar we veel grotere onderdelen moeten bewerken, waren ze totaal afgeschreven.
Ik was op zoek naar een verticale freesbank met een Z-hoogte van minimaal 750 mm. De Z-hoogte is de afstand van machinebed tot de freeskophouder. De zoektocht naar een freesbank met deze Z-hoogte was een behoorlijke uitdaging want deze worden niet echt veel aangeboden. In het segment van grote freesmachines was de verplaatsing van de X- en Y-as groter maar de Z voldeed niet aan wat ik zocht. Uiteindelijk kwam ik bij machines uit die wel voldeden. Die waren echter zo groot dat ik de hele werkplaats had moeten verbouwen en de vloer had moeten verzwaren, omdat de machines tussen de 15 en 20 ton gewicht hadden. Uiteindelijk had ik twee machines gevonden. De eerste voldeed niet echt, maar deze was uit voerbaar met een horizontale as en dan kon ik toch de aslagers erop uitboren van de 52er. De tweede machine kon dit allemaal aan maar ik was bang dat deze machine de hoofdprijs zou gaan kosten; ik wist wat Nederlandse machine handelaren zich vragen. Mijn verbazing was groot toen ik informeerde naar deze machine en dat we hem konden kopen voor een bedrag dat ruim 2 maal lager was als begroot.

Op een snikhete dag ergens in September reden Geertje en ik naar Zuid-Duitsland; de firma Klein lag tussen Baden-Baden en Straatsburg in. Aangekomen bij dit bedrijf bleek onze grote freesbank een van de kleinste machines daar te zijn. Ongelofelijk wat een bewerkingsmachines deze man had staan, draaibanken, freesbanken en kotterbanken van wel 8 tot 12 meter lengte. Het meest indrukwekkende was wel de kantbank, het ding woog even veel als de 52er (132 Ton). We hebben onze machine inwerking gezien en de koop werd gesloten.
In onze werkplaats werden vervolgens twee freesmachines en de kleine schaafbank afgevoerd. Enkele andere machines wisselden van plaats, waarna een extern firma onze nieuwe 5 ton wegende freesbank kon plaatsen. We hadden één ding over het hoofd gezien: de spanning waar de freesbank op moest lopen was 500 volt. In eerste instantie hebben we de freesbank omgebouwd naar 380 volt en stuurstoom op 220 en 24 volt maar dat liep niet geheel lekker. Een van onze elektromonteurs regelde een omvormer van 380 naar 500 volt en daarna liep de machine naar onze wens. Deze elektromonteur bouwde een speciaal inschakelpaneel waardoor de inschakelpiek van de omvormer wordt begrensd, want als deze direct op de 380 volt wordt aangezet dan trekken dat de hoofdzekeringen niet.
De freesbank de we hebben gekocht is een Bokö MF2 Hydro Mill. Het is een freesbank van Duitse makelij, met de bijzonderheid dat de verplaatsingen in X,Y en Z assen niet door tandwieloverbrenging wordt geschakeld maar door een traploze hydraulische motor. Enkele feiten:

Toen de freesbank operationeel was zijn we begonnen met het uitkotteren van de ovale gaten van de remhangers en de pothangers. Op deze manier leerden we omgaan met de machine. Op onze CNC-machine werden nieuwe bussen gedraaid die met een perspassing in de uitgekotterde gaten werden geperst.



Het eerste grote freeswerk was dat van de aspotgeleidingsplaat van de drijfas. De vaste scheen was gescheurd en door een vergissing zijn we te diep gegaan met inslijpen. De scheenpoort-bevestigingsplaat werd weer opgelast maar moest bewerkt worden om een goed pasvlak te krijgen voor de nieuw te vervaardigen vaste scheenplaat.


Een deel van de oude pasbouten van de aspot geleidingsplaat zijn gesneuveld bij demontage. Nieuwe pasbouten werden op de CNC-bank gemaakt.

Bij het verwijderen van de oude pasbouten heb ik verbaasd staan kijken dat bouten totaal afbraken of moeren in tweeën braken naar 1 slag met een grote voorhamer. Het materiaal waar deze pasbouten en moeren uit vervaardigd waren was totaal veel te bros. De pasbouten die waren bevestigd zijn totaal geen officieel genormeerde bouten maar door de DR creatief vervaardigde pasbouten van een maat van Ø29,70 tot Ø37,00 mm. De nieuwe materialen die we gebruiken voldoen gelukkig beter.

Verder is er nog een hoop meetwerk gedaan aan de 52er voor het uitlijnen. De hulpstukken voor het uitlijnen zijn op tekening gezet en zullen komende maand worden aangemaakt waarna het uitlijnen van de 52 532 kan beginnen.
Tekst: Roderick Toxopeus en Simon Schab
Het is weer even stil geweest rondom de 52 532. Nu we de laatste rijdagen van het drukke hoofdseizoen achter de rug hebben, is het hoog tijd jullie bij te praten over de (vele) ontwikkelingen rondom de machine. Aangezien we veel positieve reacties ontvangen over dit project, en de voortgang ervan tot in Zwitserland en zelfs het verre Azië wordt gevolgd, is hier de volgende blog van de 52 532. Veel leesplezier!
In september zijn de horizontale beweegbare steunbouten (de verbinding tussen de binnenvuurkist en de buitenzijde van de ketel) uit de ketel gesneden. Tevens zijn aan de buitenzijde de kapjes die de afdichting van deze beweegbare steunbouten vormen ook losgemaakt. Hierna werd alles aan de binnenzijde van de ketel in de vuurkist vlak geslepen zodat de bouten uit de ketel konden worden geslagen. Waarna aan de buitenzijde alle oude lasnaden van de kapjes gladgeslepen konden worden.
In de week na ons evenement ‘Een dagje uit met Thomas’ hebben een tweetal firma’s ons bezocht. Een daarvan was een lasser die voor ons de hemelankers (verbinding tussen de bovenkant van de vuurkist en de buitenkant van de ketel) en de wasluikzittingen uit de ketel heeft gesneden. We hebben grote bewondering voor deze lasser, het leek wel alsof hij met zijn snijbrander aan het figuurzagen was.

Het afsnijden van de koppen van de hemelankers.

Op de foto is ook goed te zien dat er elke kopjes van de beweegbare steunbouten zijn afgesneden.
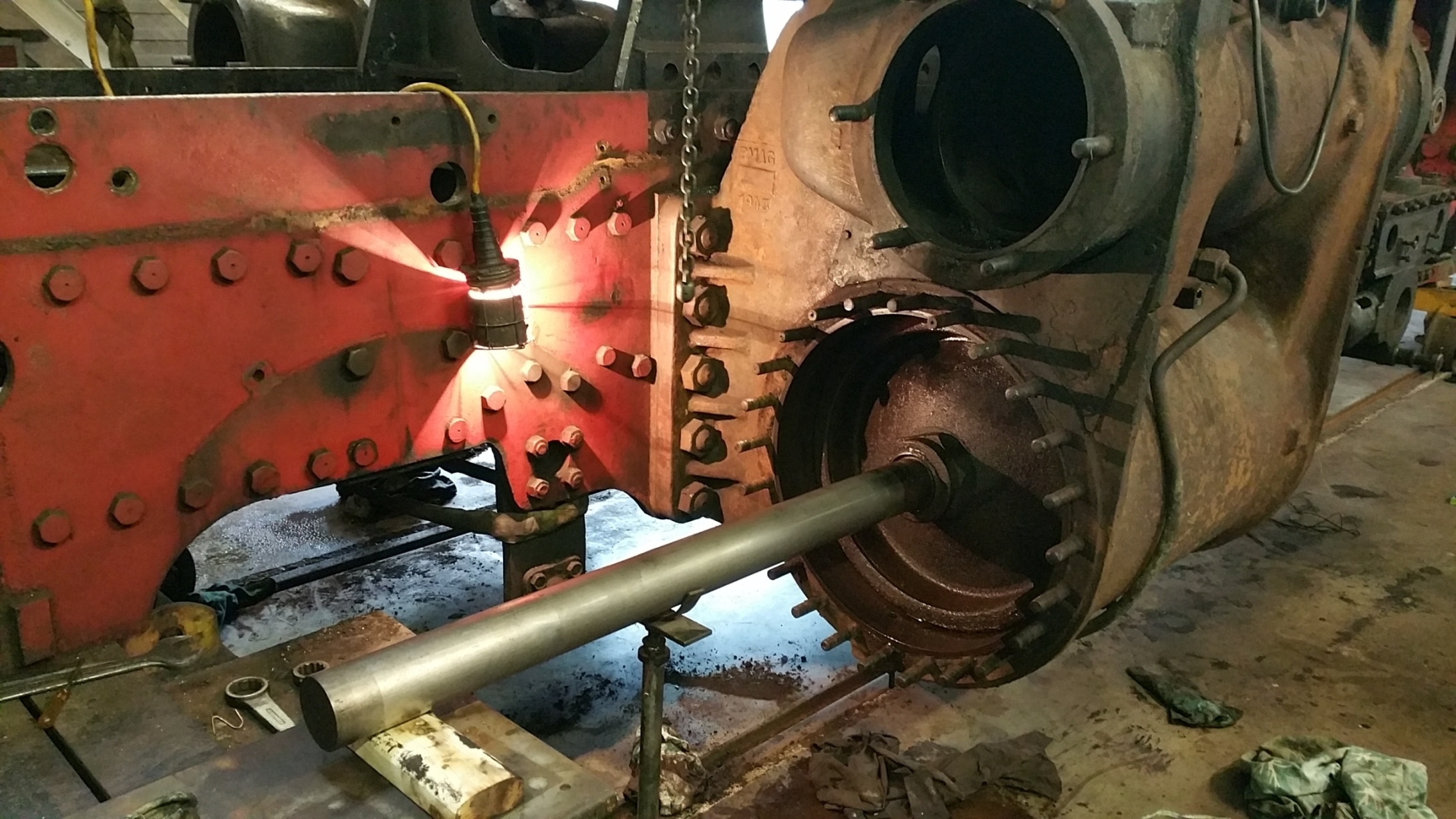
De tweede firma die we in onze werkplaats mochten verwelkomen was het Eisenbahn Werk Krefeld. Het EWK heeft voor ons de zuigerstang uit de kruiskop geperst. Dit werd gedaan door een speciaal hulpstuk om de kruiskop te bevestigen. Daarna werd met een afdrukstang en een pers van 50 ton de zuigerstang op druk gezet.

Nadat de pers de maximale persdruk had bereikt kwam de zuigerstang nog steeds niet los. Daarop hebben we er een enorme brander op de kruiskophals gezet en deze verwarmd. Een enorme klap volgde en de zuigerstang was losgeschoten.
Naast al dit werk door externen is onze eigen draaierij ook weer vlijtig bezig geweest. Zo zijn er speciale draadeinden vervaardigd om de afgewerkte stoompijpen op het cilinderblok aan te sluiten. Ook zijn de tapeinden van de afgewerkte stoompijpen, verse stoompijpen en die van het Winterthur-omlooptoestel uit het cillinderblok gedraaid of gesneden. De gereviseerde veerhangers hebben we gemodificeerd door deze te voorzien van vetnippels, zodat deze in de toekomst eenvoudiger kunnen worden gesmeerd.
In de cabine van de locomotief zijn de laatste ramen verwijderd en bij de schuiframen zijn alle slechte delen vervangen.
Inmiddels is ook al meer dan de helft van de aspotten gedemonteerd. Het uitpersen van de aspotlagers was een grote uitdaging. We hadden in het verleden al eens een hulpstuk gemaakt voor de aspotten van onze Zweedse locomotieven en dit hebben we nu aangepast zodat het ook op de veel grotere aspotten van onze Duitse locomotief past.
De aspot werd in het hulpstuk gezet en omhoog getakeld, waarna met een ander hulpstuk en een 20 tons pers de lagerschaal uit de aspot moest worden gedrukt. Ook hier gebeurde er bij de maximale persdruk niets, alleen het hulpstuk vervormde.

We dachten dat de lagers misschien verlijmd zaten, dus besloten we de lagers warm te stoken en daarna weer te persen. Helaas, ook na het verwarmen was er geen beweging in te krijgen.

Omdat alles nu mooi schoongebrand was konden we de lagerblokken goed bekijken en vonden we sporen dat met een kookbeitel de lagerblokken tegen de aspot waren vastgeslagen. Na deze kooknaden losgeslepen te hebben te hebben gingen de lagerschalen nog met de nodige moeite uit de aspot.
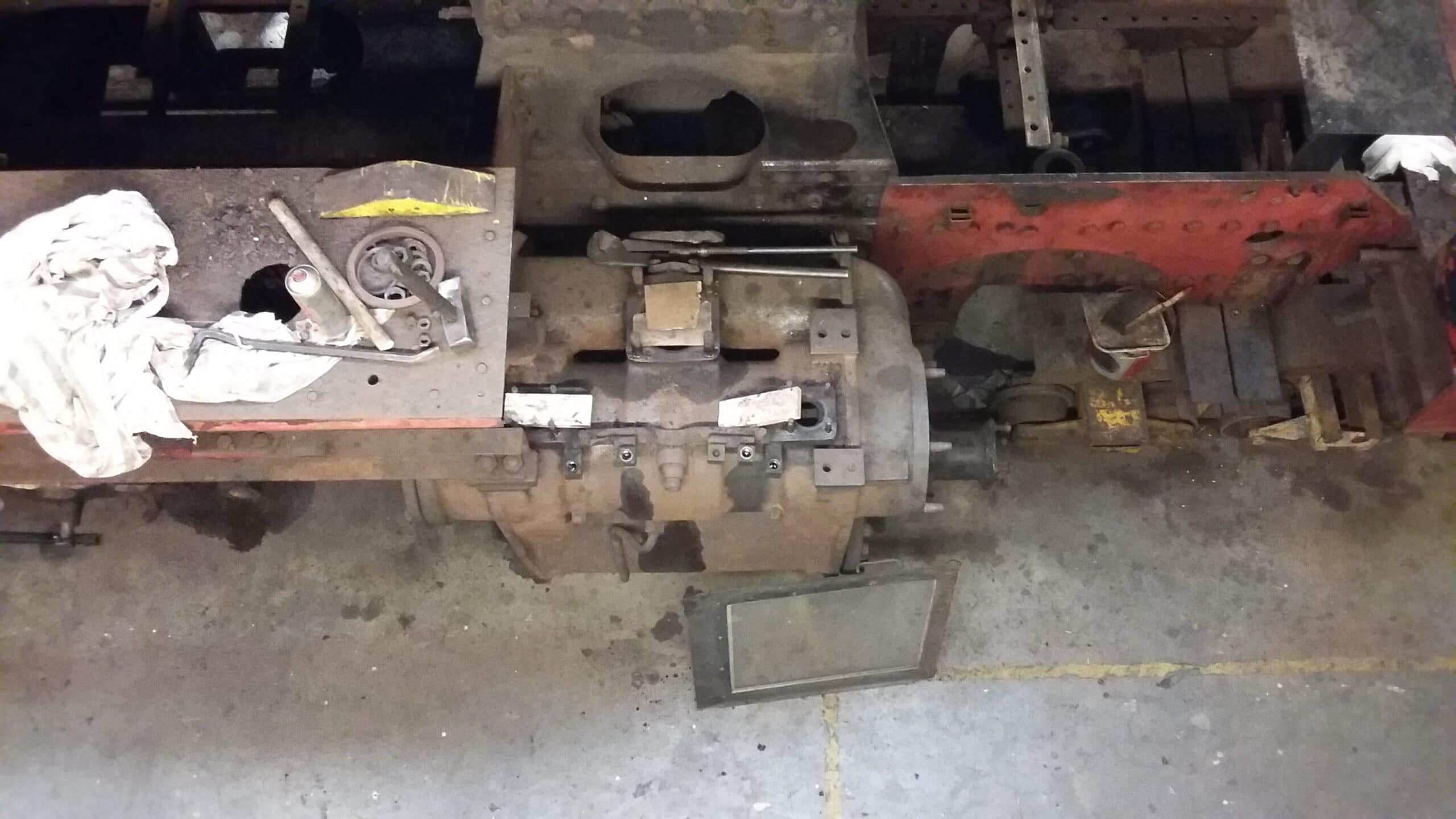
Verder is ook het Deichsellager huis gedemonteerd. Met het Deichsellager zit het staartstuk (de Deichsel) van het Kraus-Helmholtzgestell vast aan de voorste koppelas. Als de loopas (eerste as van de locomotief) naar links bewogen wordt dan draait het staartstuk om een grote bout (de lummelbout) en drukt als een soort hefboom de eerste koppelas naar rechts. Op deze manier loopt de locomotief soepeler door bogen. De uitslag van de loopas is overigens niet gelijk aan de zijdelingse verplaatsing van de eerste koppelas, hier zit een verhouding in.


Demontage van het Deichsellager. Goed te zien is dat dit lager ook zijwaartse kracht op de as kan uitoefenen om de as zijdelings te verschuiven. (Foto: Roderick Toxopeus)
De lummelbout waar het Krauss-Helmholtz Gestell mee aan het frame zit bevestigd en op draait (zie uitleg in het vorige blog) was een onderdeel dat ons behoorlijk wat kopzorgen heeft opgeleverd. In het Dampflokwerk Meiningen heeft men hier een gooibus (een bus met ruime speling) overheen geplaatst. Deze was aan de boven- en onderzijde gelast. Helaas heeft deze reparatie het niet lang volgehouden en zijn de lasnaden gescheurd waardoor de bus vrij spel heeft gehad zonder enige vorm van smering. Hierdoor is de lummelbout beschadigd en is reparatie noodzakelijk.
Er volgde een overleg tussen de technische vrijwilligers over hoe we deze uitdaging gingen oplossen. Gaan we de lummelbout demonteren om een nieuwe te laten maken en zo ja, hoe krijgen we dat voor elkaar? Het bleek niet mogelijk te zijn om deze pen uit de plaat te persen waar hij in zit bevestigd, omdat we onherroepelijk deze plaat zouden verbuigen bij het uitpersen. Een van de technische mensen kwam met het voorstel om een bus met krimppassing te plaatsen. Hij stelde voor een verwarmde bus over een lengte van 300 millimeter over de pen te schuiven. Onze chef werkplaats was niet echt overtuigd tot op het moment dat onze technische medewerkers hem vertelde dat hij dit op zijn werk vaker doet.
De oude lummelbout werd opgemeten en de totale onrondheid viel nog mee. Er werden 2 kalibers (meetinstrumenten) gemaakt en de lummelbout werd zo bewerkt dat de onrondheid maximaal 0.25 mm bedroeg. De pasbus hebben we laten maken door een externe firma.

Er werd berekend dat de bus tot minimaal 250 ºC moest worden voorverwarmd. Daarom hebben we een speciaal hulpstuk vervaardigd waar de verwarmde bus in kon worden gezet en met 2 man naar boven over de pen kon worden geschoven. Mocht de bus nog klem komen te zitten dan konden ook nog met een voorhamer enkele rake klappen worden gegeven.
Begin oktober was de de dag aangebroken om de bus over de lummelbout te schuiven. De locomotief werd boven de aardwind (stuk spoor waarop we een as kunnen laten zakken) gereden. Hier lieten we het spoor een stukje naar beneden zakken waardoor we de juiste werkhoogte hadden om de krimpbus te plaatsen.
Op de heftafel waar normaal gesproken de as zou staan werd een provisorisch oventje gemaakt van vuurvaste stenen en daar werd de bus in geplaatst. Met een grote brander werd de bus roodgloeiend gestookt. Daarna werd de bus op het hulpstuk geplaatst en zonder slag of stoot rustig over de bout geschoven.

De roodgloeiende pasbus is zojuist over de lummelbout geschoven. Een geslaagde operatie dus, tot grote opluchting van iedereen omdat we in één klap een groot probleem hadden opgelost.

Nadat eind vorige maand de zuigerstang uit de kruiskop was geperst konden we deze maand beginnen met het verwijderen van de zuigers. Eerst werd de leibus en het voorste labyrint (een afdichting die er voor zorgt dat er geen stoom langs de zuigerstang lekt) gedemonteerd, waarna het losmaken van de cilinderdeksel ring kon beginnen.
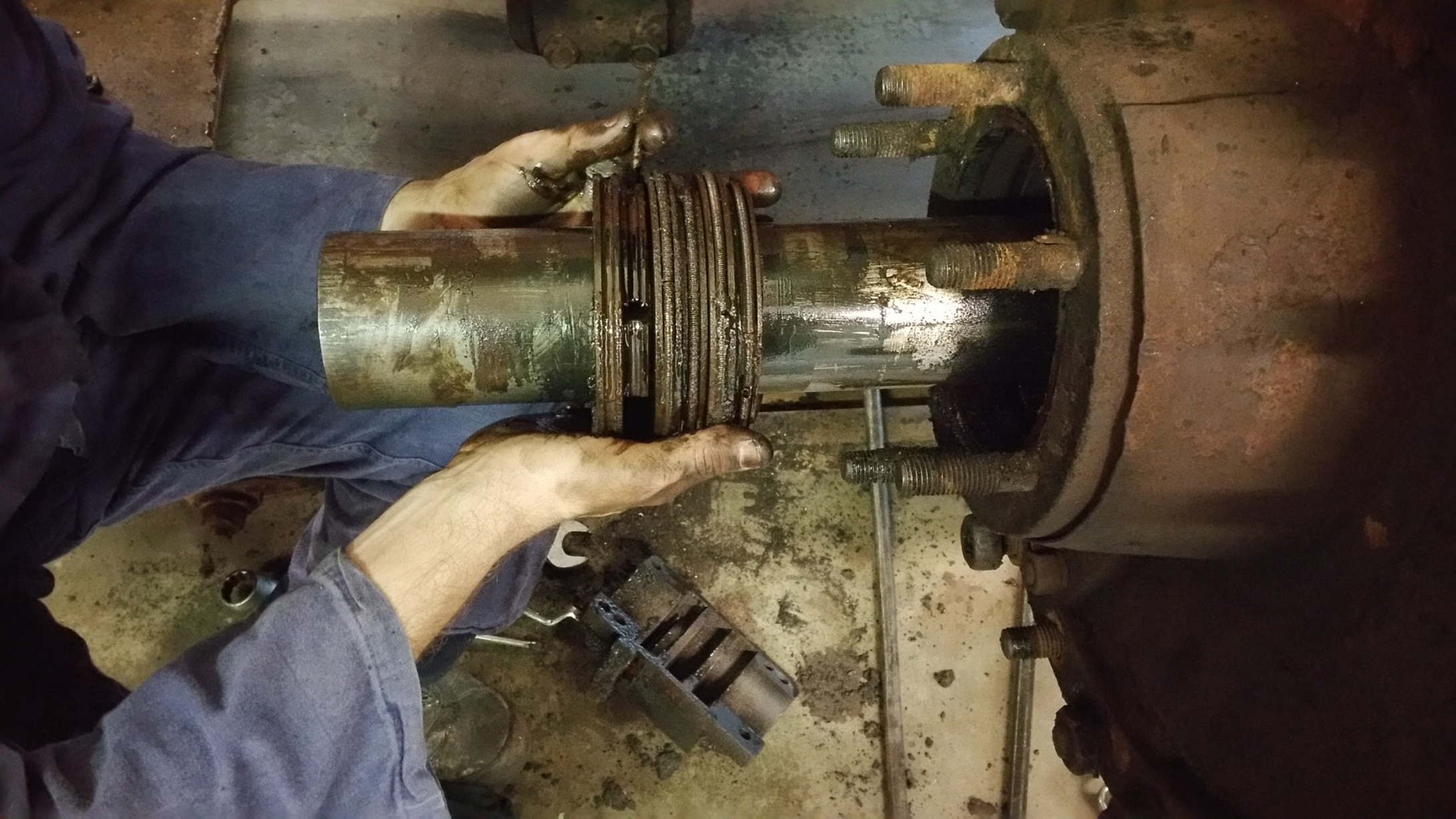
Nadat de ring verwijderd was kon het cilinderdeksel na enig geklop van de cilinder worden losgenomen.
Nadat de voorzijde alles verwijderd was kon ook de achterzijde het labyrint worden gedemonteerd en om een kunststof pijp geplaatst, die later weer veilig in het splitshuis kon worden opgeborgen. Nu de zuiger helemaal vrij was gemaakt konden we deze zijn geheel uitbouwen. Omdat het frame op blokken staat en moeilijk te verplaatsen is, is er voor gekozen om een met een aantal stroppen en een kettingtakel die over de ketel lagen en aan de andere zijde aan het frame van de lok was bevestigd het geheel eruit te takelen.

Nadat beide zuigers waren verwijderd hebben we nog de kruiskoppen verwijderd. Daarbij hebben we eerst de bovenzijde hebben losgehaald en verwijderd. Daarna konden we het onderste gedeelte laten zakken.

Ook de draaierij is deze maand weer flink actief geweest. Nadat we vorige maand de nieuwe freesbank hebben mogen ontvangen werd deze ook meteen in gebruik genomen.

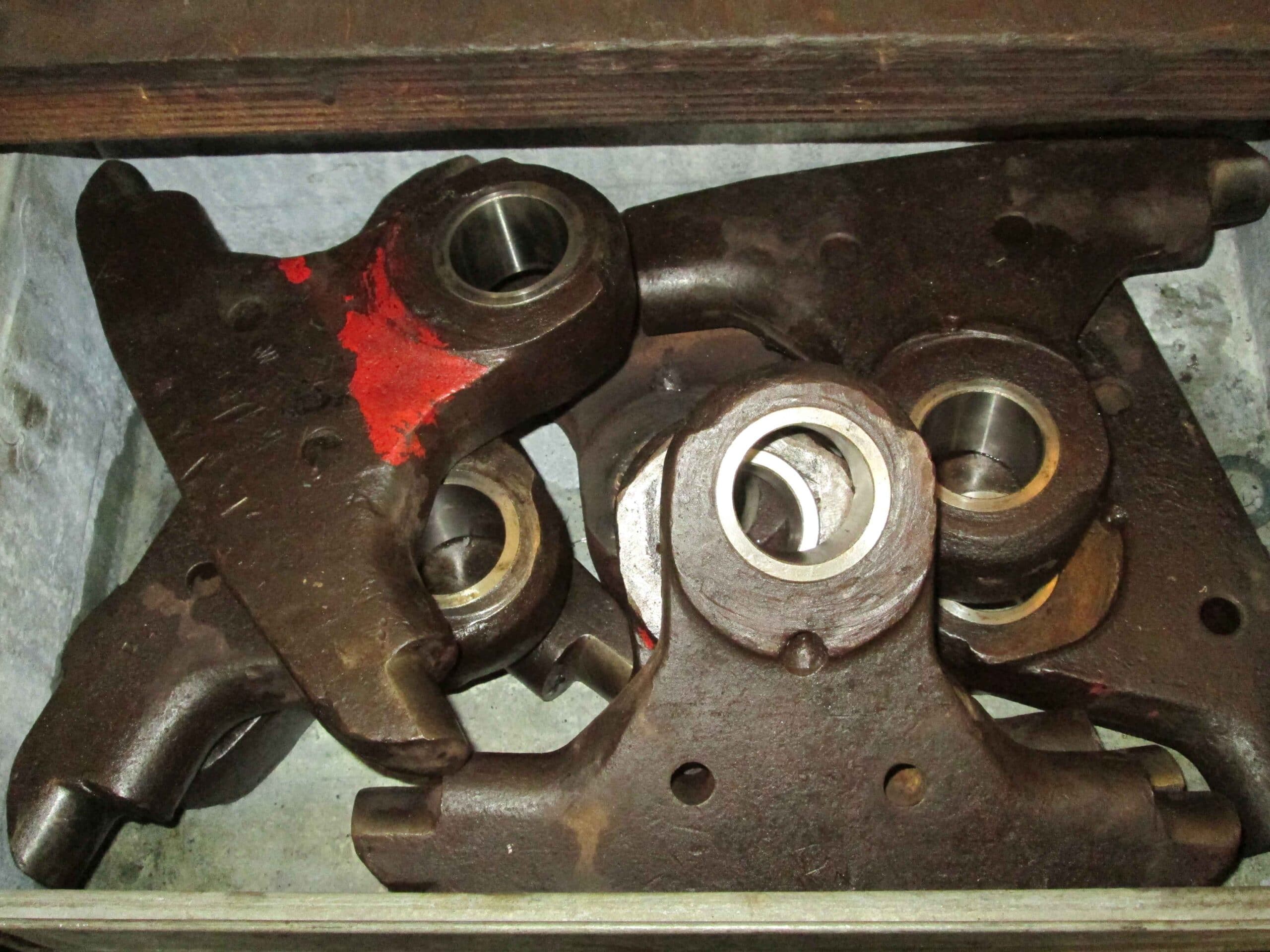
Op de bovenstaande foto wordt een van de veerophangpunten uitgekotterd. Deze ophangpunten bleken tot op de draad toe versleten.

Op de bovenstaande foto is duidelijk te zien dat de bus die in het gat van de veerhanger zit geheel is doorgesleten. Deze bus zal eruit gehaald worden en het gat weer rond gekotterd. Daarna kan er een nieuwe bus in geperst worden zodat alles straks weer goed past.

Ook de pennen waarmee de veren in de veerophangpunten zitten zien er niet al te best uit. Op de bovenstaande foto is te zien dat de bussen die normaal in het veerophangpunt zitten geheel zijn doorgesleten en vervangen dienen te worden. Daarover ongetwijfeld meer in de komende blogs!
Tekst en foto’s: Roderick Toxopeus
Vanwege de vele rijdagen in het hoogseizoen én de voorbereidingen van ons succesvolle “Een dagje uit met Thomas”-evenement, is deze blog van augustus iets later dan gepland. Het werk aan de 52 532 heeft zeker niet stilgelegen. De afgelopen maanden hebben we weer flinke vorderingen gemaakt.
Het was een enorme klus, maar het rammelwerk (ontroesten) aan het cilinderblok is eindelijk voltooid. Heel wat kruiwagens roest zijn afgevoerd. Vervolgens is een begin gemaakt aan het verwijderen van slechte tapeinden op het cilinderblok. Hiervoor hebben we speciale draadtappen gekocht naar de Duitse locomotievennorm W30- en W24 X 10 gangen per inch Whitworth schroefdraad. De nieuwe draadeinden worden momenteel gedraaid in onze werkplaats.
Nadat alle veerhangers waren gereviseerd zijn we begonnen met het reviseren van de veerophangpunten van het frame. Ovale gaten worden uitgekotterd en van nieuwe bussen voorzien die met een perspassing in de houders worden geperst.


In de scheenplaten van de drijfas hebben we de scheuren uitgeslepen en daarna weer gelast. Op bovenstaande foto is de contrastvloeistof zichtbaar waarmee is onderzocht of er nog meer scheuren in de scheenplaten zaten. Op onderstaande foto’s is het demontagewerk zichtbaar van de drijfaslagers, de zogenaamde Mangold-hoofdlagers.


Verder zijn we begonnen met het lossnijden van de beweegbare steunbouten. De lummelbout, oftewel het centrale draaipunt van het Krauss-Helmholtz-Gestell (de verbinding tussen de voorloopas en de koppelas) is zo goed als mogelijk weer rond geslepen. Momenteel wordt een nieuwe overzetbus gedraaid en als die klaar wordt deze met een krimppassing over de oorspronkelijke pen gezet. Bij een krimppassing wordt niet de bus over de oude pen geperst maar juist door hem te verwarmen zet de bus uit. Vervolgens wordt hij over de oude pen geschoven en als de boel afkoelt zit het muurvast.
Van het Krauss-Helmholtz-Gestell werden de terugstelveren en de lagerbus van het draaipunt gedemonteerd. Na controle van deze onderdelen moeten de bladveren van de terugstelveren vervangen worden. De lagerbus en één geleidingsplaat van deze lagerbus moet ook worden vernieuwd.

Voor het bewerken van de aspotten en aslagers waren we al langer op zoek naar een nieuwe freesbank. Na lang zoeken hebben we uiteindelijk een machine gevonden die het werk van het uitkotter van de aslagers aankan. Voor het bewerken van de aslagers hadden we een freesbank nodig met een Z-verplaatsing van meer dan 750 mm. De komende weken zullen twee freesbanken die versleten of niet meer bruikbaar zijn uit de werkplaats gehaald worden en daarvoor in de plaats komt één grote machine die het werk aankan van deze twee oude machines. De eerste grote uitdaging voor de nieuwe freesbank zal het weer haaks frezen van de scheenporten van de rechter drijfas worden. Deze plaat wordt momenteel uit het frame gedemonteerd.

Inmiddels zijn we ook begonnen aan het echte ketelwerk. In de (reko) ketel van de 52 532 worden 150 beweegbare steunbouten vervangen. Vooraf zijn alle beweegbare steunbout kapjes afgeklopt, de kapjes waar een deuk in is geslagen worden vervangen.
In de vuurkist wordt de bout- en lasnaad tot aan de ketelplaat weggesneden en daarna vlak geslepen totdat we contouren van de steunbout zien. Hierna worden ze er pneumatisch uitgeslagen.

Volgende maand meer over onder andere het ketelwerk, het loshalen van de zuigerstangen en onze nieuwe freesbank.
Terwijl we met onze E2 1040 tijdens dit zomerseizoen volop rijden over de Miljoenenlijn, gaat het werk aan de 52 532 volop door. In de vorige blog hebben jullie kunnen lezen dat wij het apendageblok en de lichtgenerator op de ketel geplaatst hadden. Nadat we de juiste locatie voor deze onderdelen hebben bepaald ten opzichte van het machinistenhuis, zijn ze na de Stoomtreindagen tot nader order weer verwijderd. De verlichting in het machinistenhuis is helemaal afgebouwd en de leidingen die nog door de cabinewand staken zijn gedemonteerd. Tevens is een begin gemaakt met het verwijderen van alle ramen in de cabine. Het Kraus-Helmholtz-Gestelle (weet je nog, het verbindingsmechanisme tussen de voorloopas en de eerste koppelas?) hebben we uit elkaar gehaald.
Ook deze maand zijn weer de nodige onderdelen gereviseerd. Zo zijn alle remhangers voorzien van nieuwe bussen. Deze bussen worden gedraaid op onze CNC-draaibank.
Daarna word de nieuwe bus in een veerhanger geperst.

Hier zie je diverse onderdelen die voorzien zijn van nieuwe bussen.

Onze afdeling houtbewerking heeft een begin gemaakt aan het reviseren van de krukken van de stoker en machinist. Vergeleken met de eenvoudige krukjes op onze Zweedse machines zijn dit waarlijk comfortabele zetels.

De postbode van Simpelveld had zijn handen vol aan het bezorgen van diverse nieuwe onderdelen die we hadden besteld. Onder andere een flink aantal beweegbare steunbouten geleverd en nieuwe kapjes om over deze steunbouten heen te plaatsen.


En hebben we een bestelling gloednieuwe wasluikzittingen mogen ontvangen.


Tot slot is weer het nodige leidingwerk voorzien van een nieuw likje verf.

Zoals jullie kunnen zien is er nog flink wat werk aan de 532. Zin om te helpen? Kom eens langs in onze werkplaats en laat je uitgebreid informeren over de vele verschillende soorten vrijwilligerswerk dat je bij ons kunt doen. Of kijk op deze website.
Tekst: Simon Schab / Camiel Willems
In juni zijn we weer een stukje dichterbij de eindstreep gekomen van deze revisie. Er is wederom veel tijd gestoken in het vele schoonmaakwerk van het frame en diverse onderdelen die aan het frame zaten. We hebben een aantal onderdelen gedemonteerd en de eerste onderdelen zijn zelfs alweer op de machine bevestigd. Zo is de asbakspoeier, die zorg draagt dat de as in de asbak nat blijft en niet opnieuw ontbrand, gedemonteerd. Alle oude roosterstaven zijn verwijderd.

In de foto hierboven is te zien dat een splitpen word doorgeslepen. Deze splitpen borgt een pen die er op zijn beurt weer voor zorgt dat de roosterstaven op hun plek blijven liggen. De roosterstaven in het kantelrooster zijn op deze foto reeds verwijderd.
Daarnaast hebben we ook nog een aantal componenten van het remsysteem zoals bijvoorbeeld de remkraan gedemonteerd. Veel van deze onderdelen zijn inmiddels ook alweer schoongemaakt en voorzien van een nieuw laagje verf.
In de laatste week van juni zijn de gloednieuwe roosterstaven gearriveerd.

En een deel van deze voorraad zit ook alweer in de locomotief.
Later deze maand hebben we de locatie bepaald waar de lichtgenerator en het apendageblok komen te zitten op de ketel. Voordat dit kon gebeuren moesten eerst de versleten tapeinden uit de flens op de ketel worden geboord, de gaten opgetapt worden en nieuwe tapeinden vervaardigd en ingedraaid worden. Zodat de stoomafsluiter die voor de generator zit kon worden geplaatst.
De lichtgenerator en het apendageblok worden teruggeplaatst naar waar ze oorspronkelijk bij de oorspronkelijke uitvoering (altbau)van deze lok hebben gezeten.

Al met al zijn we flink opgeschoten in juni. Tijdens de Stoomtreindagen afgelopen weekend hebben vele bezoekers de voorgang van de revisie van de 52 532 met eigen ogen kunnen aanschouwen. De vele complimenten die we mochten ontvangen motiveren ons nog meer om op volle kracht verder te gaan aan de revisie.
Op zondag 12 juni 2016 wordt weer de jaarlijkse stoomvrijmarkt gehouden rondom de Stationstraat in Simpelveld. Elk jaar wordt dit bezocht door vele bezoekers. De Miljoenenlijn rijdt op deze dag haar reguliere dienstregeling. Echter vanwege de verwachte drukte rondom de Stationstraat is er een alternatieve route opgesteld, zodat u bij ons kan komen. We raden u aan om in verband met de verwachte drukte rondom de straat op tijd te vertrekken.


Als een leuke toevoeging aan uw dagje bij de Miljoenenlijn, kunt u nog een wandeling maken over de stoomvrijmarkt.
Wij wensen u veel plezier bij uw bezoek aan de Miljoenenlijn!
Nu vrijwel alle grote onderdelen van de 52 532 zijn gedemonteerd, lijkt het alsof er weinig meer aan de machine gebeurt. Ondanks dat het stoomseizoen is begonnen, en onze E2 1040 weer minimaal twee keer per week over de Miljoenenlijn stoomt, wordt er nog steeds met man en macht gewerkt aan de revisie van de 532. We zijn nu vooral bezig aan het schoonmaken en opmeten van onderdelen, die de gemiddelde bezoeker niet direct zal herkennen (mocht het daarom te technisch worden en heb je vragen, aarzel dan niet te reageren onderaan deze blog).

Vorige maand zijn we geëindigd met het demonteren van de asbak. In mei is de bovenasbak losgesneden. Deze bleek dusdanig slecht te zijn dat hij vervangen moet worden. De oude asbak is losgesneden in dezelfde volgorde waarop de nieuwe asbak in de toekomst geplaatst dient te worden. Hiervoor hebben we de originele tekeningen gebruikt.

Alle remophangpunten van het frame zijn gereviseerd. Alle veerhangers en evenaars (onderdelen van de vering van de locomotief) hebben we verwijderd.

De onderplaat aan de voorkant van het frame, waar we in mei vele kilo’s roest van verwijderd hebben, is nu weggesneden.

Daarna zijn we vele dagen bezig geweest met “rammelwerk” op die plek en bij de cilinders, om alles goed schoon te krijgen. Ook zijn de cilinderkranen verwijderd. Dit zijn kleine kraantjes aan de onderzijde van het cilinderblok waardoor condenswater kan ontsnappen.

Ook aan de ketel van de 532 hebben we een en ander gedaan. Zo hebben we in kaart gebracht welke beweegbare steunbouten en wasluikzittingen vervangen dienen te worden. Voor de niet-stoommachinisten en -stokers onder ons: steunbouten zorgen voor de verbindingen in de ketel tussen de binnen- en buitenvuurkist. Zonder deze steunbouten zou de ketel uit elkaar klappen zodra hij op druk komt. De wasluiken zijn in de ketel aangebracht zodat de ketel van binnen schoongemaakt kan worden. Tevens hebben een bestelling geplaats voor een aantal nieuwe steunbouten en roosterstaven.

Tot slot hebben we de “hartlijn” van de ketel uitgezet. Dit is kort gezegd de middellijn. Van hieruit kunnen we, aan de hand van originele tekeningen, uitmeten waar straks alle onderdelen op de ketel geplaatst dienen te worden.

Wil je zelf komen kijken naar de voortgang van de revisie? Kom dan in het tweede weekend van juli naar de Stoomtreindagen bij ZLSM. We rijden deze dagen een intensieve dienstregeling met diverse stoomlocomotieven. Hoewel de 52 532 helaas nog niet kan rijden, neemt de machine toch een prominente plaats in tijdens het evenement. Kijk voor meer informatie op onze speciale website: Stoomtreindagen.
Ondanks dat de vrijwilligers in april druk zijn geweest met het volgen van de wettelijke verplichte herinstructies zijn we deze maand weer een heel stuk opgeschoten. Zo zijn we begin april begonnen met demonteren van de asbak. Omdat alle bouten en moeren vastgeroest waren werden deze eerst losgesneden met een snijbrander. Daarna werd de asbak in tweeën gesneden om hem makkelijk onder de locomotief uit te halen.

Voor het onder de locomotief uit halen van de asbak hebben we gebruik gemaakt van de aardwind.

De asbak en de opbouw van de asbak zullen in hun geheel worden vernieuwd. Tevens zijn alle veerhangers en evenaars verwijderd en ontdaan van al het vet en smeer wat zich door de jaren heen eraan had verzameld. Daarnaast is ook de exhaust verwijderd.

De verwijderde exhaust uit de rookkast blijkt echter zijn langste tijd te hebben gehad, de slagring is misschien nog te redden maar de rest is schroot.
Naast al het demontagewerk is er een delegatie van ZLSM naar het EWK in Krefeld geweest voor het bespreken en bestellen van enkele onderdelen die nodig zijn voor de revisie van de 52er. Dit bedrijf verzorgt voor diverse spoorondernemingen het onderhoud aan stoom-, diesel- en elektrische locomotieven. Onze delegatie werd ontvangen door de chef aldaar en meteen kwam boven water hoe deze persoon dacht over locomotieven uit de voormalige DDR. Deze worden door hem heel optimistisch Ossie Schrott genoemd. Een benaming waar we deze maand veelvuldig achter zijn gekomen.
Een van de pijnpunten die we zijn tegengekomen is een plaat tussen de cilinders. We wisten dat deze al slecht was maar zo slecht als we nu zien na 3 dagen met een naaldhamer gerammeld te hebben is enorm. De plaat hoort origineel 18mm dik te zijn maar er is op dit moment nagenoeg niks meer over. Aan deze plaat is ook de plaats waar de lummelbout van het Krauss Helmholtz Gestell in zit bevestigd. Dit geeft ons een uitdaging om deze nieuw te fabriceren. Daarnaast zijn de draadeinden op het cilinderblok waarmee de exhaustpijp en omloopventielen worden bevestig ver ingeteerd, deze dienen nog vervangen te worden. Tevens zijn enkele tussenplaten van het frame ter hoogte van de cillinders helemaal weggerot en zullen ook nieuw worden gemaakt. Inmiddels beschikken we over originele teken van de Baureihe 52, waardoor we deze kunnen overzetten in Autocad. Waardoor het een stuk eenvoudiger word om de plaatdelen extern te laten uitsnijden.

Hierboven zien we de plaat tussen de cilinders vóór het schoonmaken. In het midden de bevestiging van de lummelbout. Dezelfde plaat na 3 dagen rammelen met een naaldhamer en 4 kruiwagens roest:

Dezelfde plaat nu van de onderzijde. Goed is hier nu de lummelbout te zien waarmee het Krauss Helmholtz Gestell vast zit aan de locomotief.

Naast al het demontagewerk is er ook weer het een en ander geschilderd en gereviseerd. Op dit moment is de helft van de appendages klaar en zijn kleppen en zittingen waar nodig bewerkt. Een groot probleem bij het reviseren van de appendages bleken de totaal ingeteerde draadeinden te zijn. Het uitdraaien van deze oude draadeinden kun je meestal vergeten.

Zodoende dat onze werkplaatchef met het idee kwam om ze eruit te snijden. Simpel gezegd hoe heeft hij dit gedaan: Eerst boort hij de draadeinden in met een diameter die net is kleiner is dan het draadeind. Waarna hij het overgebleven deel met 3 sleuven insnijdt en daarna slaat hij de draadbus met een beitel eruit. Nadat de draadbus is verwijderd wordt de schroefdraad schoon gesneden en kan het nieuwe tapeind erin gedraaid worden.
Naast het schilderen van de diverse onderdelen en het reviseren van de appendages zijn we ook begonnen met het reviseren van het remwerk. Hiervoor zijn alle remophangpunten van het frame verwijderd. De remophangpunten zijn nadat de ouden overzetbussen waren verwijderd afgedraaid. Deze worden nu voorzien van nieuwe bussen die erop worden geperst. Als dit klaar zullen de overigen bussen en pennen ook vernieuwd worden.
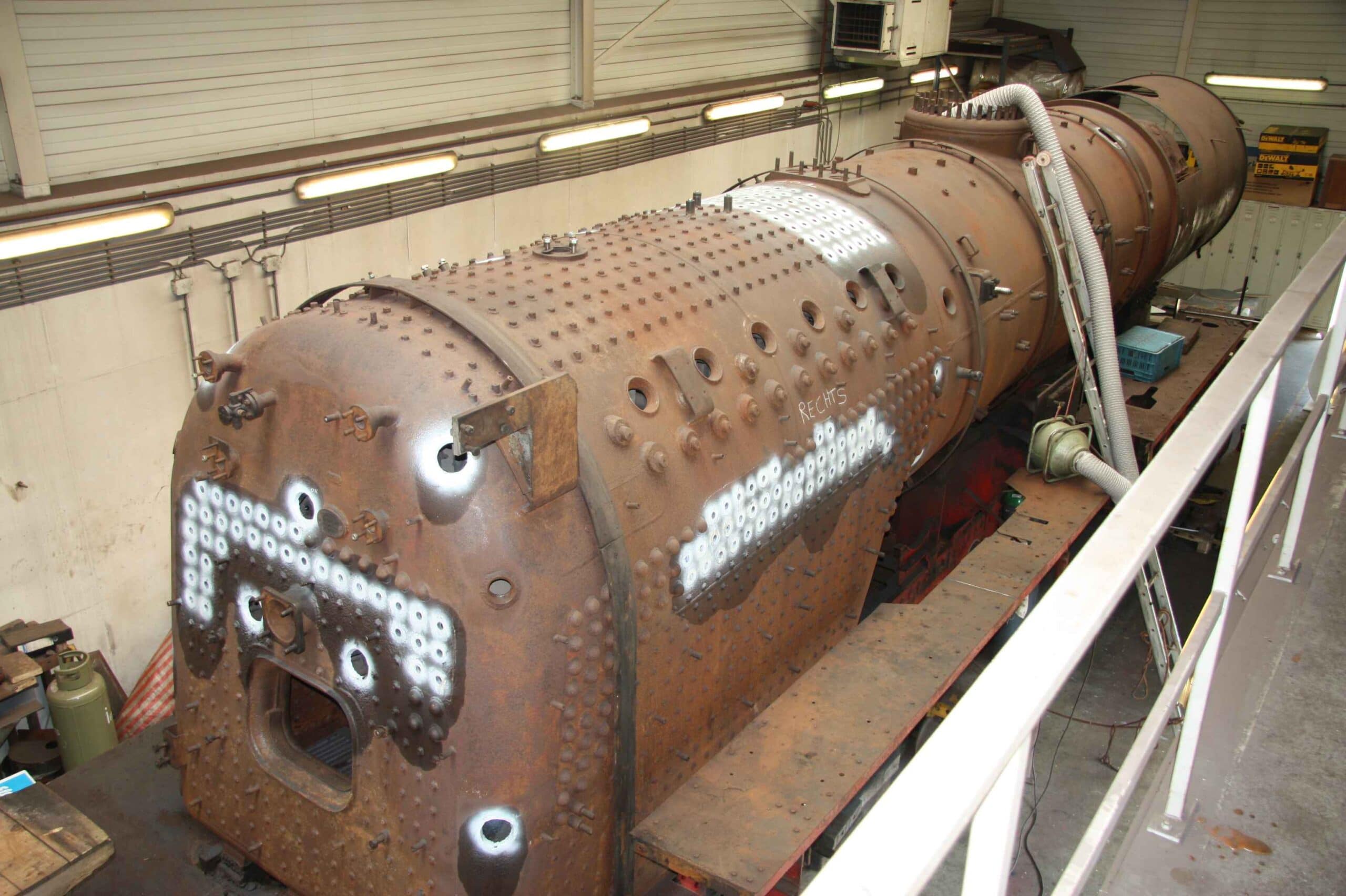
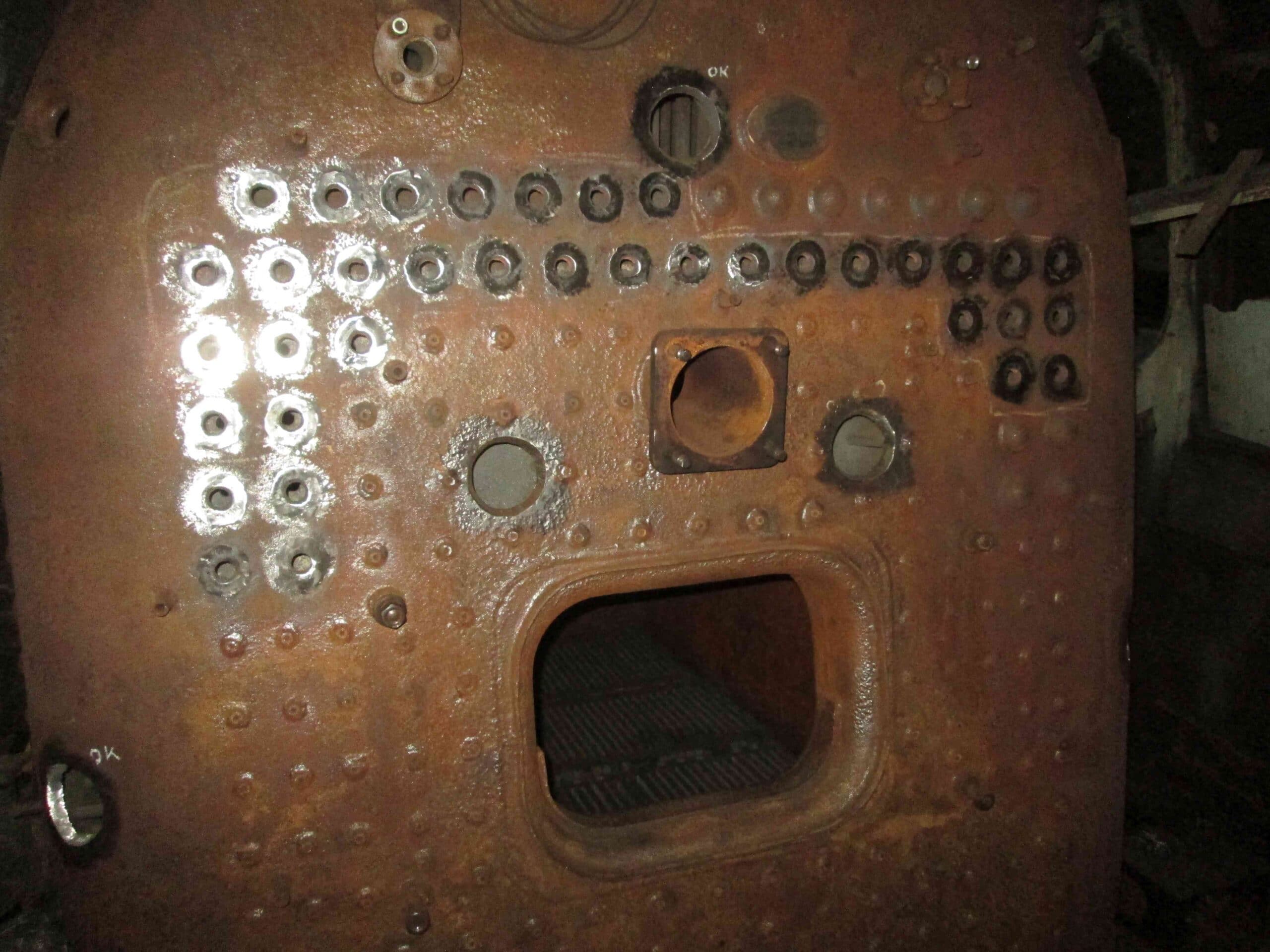
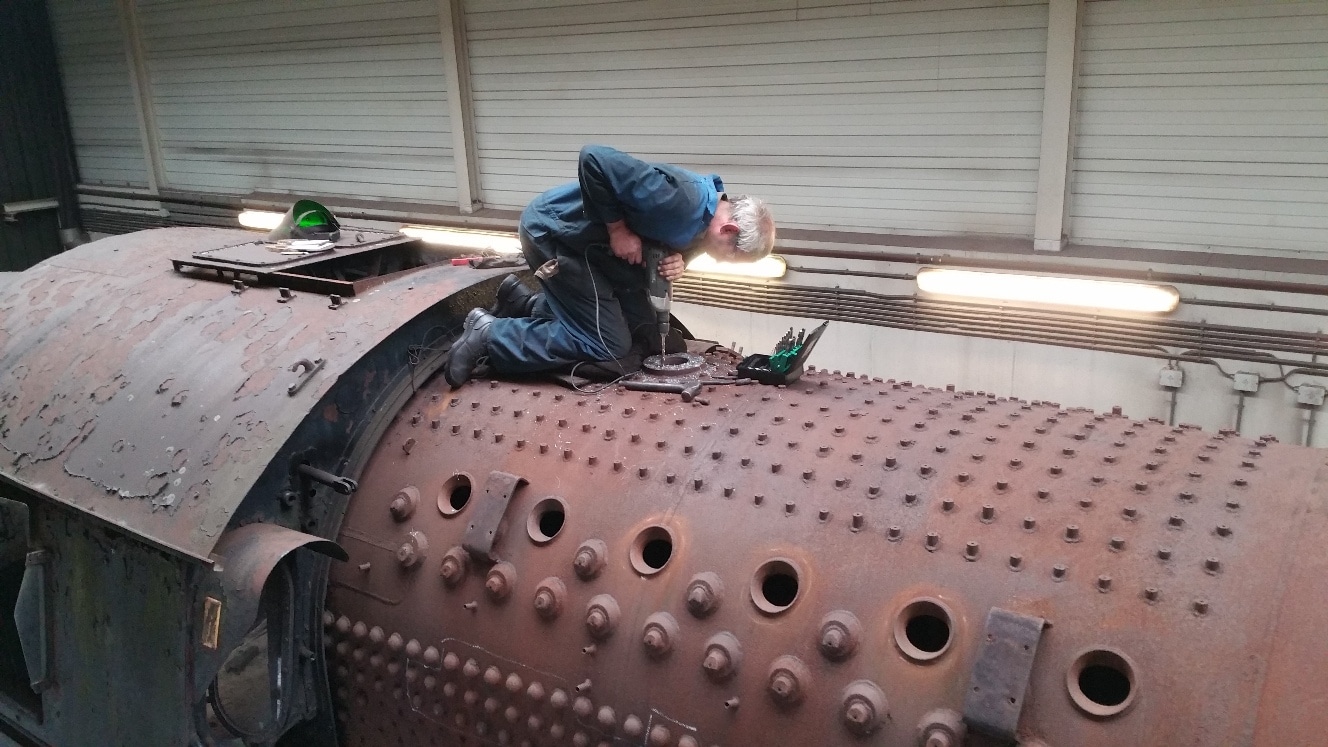
Ook de ketel werd deze maand aan een inwendige inspectie onderworpen.

Allereerst wordt op de buik van de ketel een raster gemaakt voor een wanddikte meeting.

Op bovenstaande foto zijn 2 vrijwilligers daadwerkelijk de wanddikte meeting aan het uitvoeren. Op de achtergrond zien we de pijpenplaat van de verbrandingskamer. Op de plek waar de vrijwilligers nu zitten liggen normaal de pijpen en buizen waardoor de rookgassen van het vuur worden afgevoerd.
Als laatste werd deze maand nog een stalen plaat aan de voorzijde verwijderd. Zodat de leidingen en verroeste plaat eronder vernieuwd en verlegd kunnen worden.

Enkele foto’s van deze maand kunnen wat dramatisch uitzien. Echter het is allemaal oplosbaar. Er zijn wel enkele uitdagingen maar het is allemaal mogelijk. Op dit moment zijn er nog geen onderdelen gedemonteerd die we intern of extern niet kunnen herstellen.
